Process
Every RhinoGuard coil is the result of a precision-driven process backed by innovative technology and rigorous quality control at Rhino Steel Industries. From raw material to final finish, our production is guided by expert hands and an adherence to consistent excellence.
Our RhinoGuard Manufacturing Process
Our production process at Rhino Steel Industries is a seamless synergy of science, precision, and accountability. Starting with premium cold-rolled steel as our base, we prepare the substrate through a series of pre-treatment stages, ensuring optimal cleanliness and surface conditioning.
The steel is then immersed in a carefully regulated molten bath of aluminum-zinc alloy, forming a tightly bonded RhinoGuard layer. Our continuous coating lines utilize advanced temperature controls, air knives, and surface tension systems to guarantee uniform thickness, smooth finish, and consistent performance.
Key principles
Principles That Power Our Process
What truly sets us apart is our thorough end-to-end quality assurance, supported by expert personnel and cutting-edge instrumentation at every stage of production.

Efficiency
Maximizing yield with minimal waste

Quality
Inline monitoring of coating thickness and surface properties

Safety
Automated handling and closed-loop systems to protect workers

Sustainability
Reduced emissions, optimized energy, and recycled runoff
Production Line Capacities
| Line Type | Al-Zn alloy coating | Coil color coating line |
|---|---|---|
| Capacity | 180,000 – 200,000 MT/year | 60,000 MT/year |
| Product Output | GL coils | Pre-painted (PPGL) coils |
| Standards Supported | GL: ASTM A792 | JIS G3322 / ASTM A755 |
| Thickness (mm) | GL: 0.18 – 1.20 | GL: 0.18 – 1.20 |
| Width (mm) | 750 – 1250 (below 750mm will be slit coils) | 800 – 1250 (below 800mm will be slit coils) |
| Coil ID (mm) | 508-762mm | 508-762mm |
| Coil Weight (MT) | Max 25 | Max 10 |
| Coating Mass | GL: AZ030 – AZ185 (30 – 185 Gsm) | As per request |
Aluminium Zinc Coating Line Process

ENTRY Section
- A CR Coil
- B Entry / Strip Joining
- C Horizontal Accumulator
PRE-TREATMENT Section
- D Pre-Treatment (Alkali Spray & Brushing, Degreasing, Water Rinsing etc)
Coating Section
- E Annealing / Soaking Furnace
- F Hot Dip
- G Air knife
- H Cooling Section
- I Cooling Gauge
- J Skinpass Mill
- K Tension Leveller
- L Chemical Coating
- M Heating Furnace
- N Cooling Section
- O Vertical Accumulator
- P Oiler
Exit Section
- Q Coil Winding
- R Final Product (Aluzinc Coated Steel)
Coil Coating Line
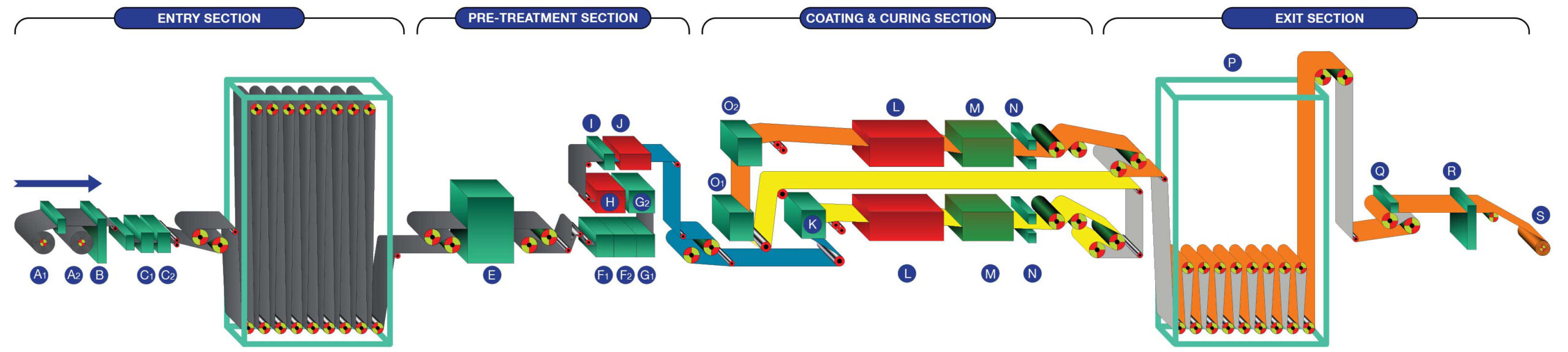
ENTRY Section
- A1 DECOILER 1
- A2 DECOILER 2
- B SHEAR
- C1 STITCHER 1
- C2 STITCHER 2
- D ENTRY ACCUMULATOR
PRE-TREATMENT Section
- E TENTION LEVELER
- F1 DEGREASING 1
- F2 DEGREASING 2
- G1 RINSING 1
- G2 RINSING 2
- H DRYING OVEN
- I CHEMICAL COATER
- J DRYING OVEN
COATING & CURING Section
- K PRIMER COATER
- L CURING OVEN
- M WATER COOLING
- N AIR DRYING
- O1 TOP COATER 1
- O2 TOP COATER 2
Exit Section
- PEXIT ACCUMULATOR
- Qlamination
- Rshear
- S recoiler